


Description
Assistanc
Upload objects: You can upload “STL”, “OBJ” or “STP” files with a maximum file size of 50MB.
– Simple image files (such as “JPG” or “PNG”) cannot be uploaded because they are not three-dimensional objects.
– Simple image files (such as “JPG” or “PNG”) cannot be uploaded because they are not three-dimensional objects.
TIP: Save / export your models for upload preferably as an STL file with the unit of measurement “mm”.
Place the model correctly:
Since the layer structure of the part to be printed (with our FDM printing process) always takes place “from bottom to top” (i.e. in “Z direction”), the layer progression in the model can only be influenced by its alignment on the printing platform.
– In most cases it is advisable to place the model as flat as possible or with the largest possible contact surface on the platform.
– As far as possible, care should also be taken to ensure that as little “support structure” as possible has to be printed due to the placement (this is required for overhangs or inclines from approx. 50 °).
Saving the support structure (which will be removed again later) reduces material consumption and therefore also the printing costs.
– The orientation of the model or its printing direction not only has an impact on the printing costs, but above all on the appearance, quality and stability of the printed part.
-> Align your model according to the geometry and / or the area of application.
Since the layer structure of the part to be printed (with our FDM printing process) always takes place “from bottom to top” (i.e. in “Z direction”), the layer progression in the model can only be influenced by its alignment on the printing platform.
– In most cases it is advisable to place the model as flat as possible or with the largest possible contact surface on the platform.
– As far as possible, care should also be taken to ensure that as little “support structure” as possible has to be printed due to the placement (this is required for overhangs or inclines from approx. 50 °).
Saving the support structure (which will be removed again later) reduces material consumption and therefore also the printing costs.
– The orientation of the model or its printing direction not only has an impact on the printing costs, but above all on the appearance, quality and stability of the printed part.
-> Align your model according to the geometry and / or the area of application.

Our 3D printers offer the following printing space:
Ultimaker 2+: 223 x 223 x 205mm (LxWxH)
Ultimaker 3: 223 x 215 x 205mm (LxWxH)
Ultimaker S5: 330 x 240 x 300mm (LxWxH)
– The tolerance range of our 3D printers is usually in the range of (+/-) 0.05mm (max. 0.25mm).
– As standard, we use a nozzle with a diameter of 0.40mm on all our 3D printers. (0.25mm, 0.60mm and 0.80mm possible on request)
Selection of the right material:
HERE you can find more information about our materials.
Selection of the correct layer height: Your CAD file is split into many individual layers for our 3D printing process (FDM). The height of the individual layers determines the later “resolution” or the fineness of your 3D printing.
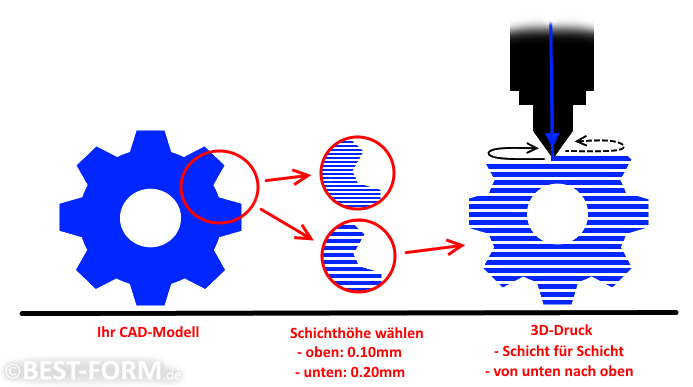
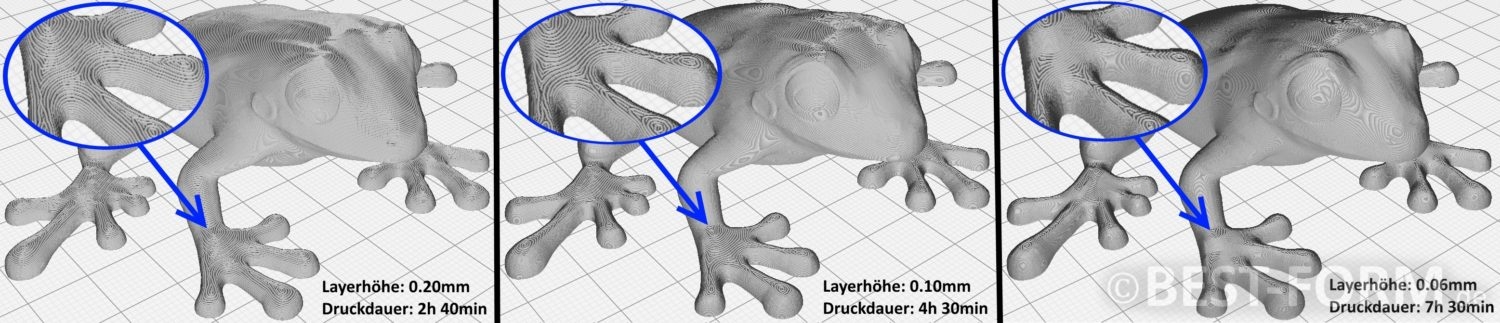
Therefore: “The smaller the individual layer height, the finer or more complex the object will be printed.”
However, the following should be noted: • Halving the layer height inevitably leads to a doubling of the printing time. • The compromise between the desired quality, the printing time and the resulting printing costs should always be considered individually, because: • Not all geometries necessarily require a low layer height in order to appear of high quality. (Roundings require a significantly lower layer height for straightforward presentation than straight wall lines)Use the examples to see how the different layer heights affect your object:

Selection of the correct filling density:
Based on the filling density, you can determine the stability (or the weight) of your object.
We say, “A fill of 20% is quite sufficient in most cases (due to a stable lattice structure).”
10-30%: for models that serve for illustrative or dimensional testing
30-60%: for models that are to be exposed to a certain mechanical load –
for example Functional tests
60-100%: for models that are permanently exposed to mechanical stress
– for example use in industry, stress tests, etc. Using the graphic example, you can see how the fill density behaves within the object:

Approximate processing time / delivery time: (after receipt of payment)
when picking up: 1-3 working days + printing time
DHL Package: 3-6 business days (DE) + printing time

Reviews
There are no reviews yet.